
『獺祭』はこうして生まれる!350本のタンクが並ぶ大規模酒蔵をまるっと見学

山口・岩国の酒蔵をめぐる旅。2日目は、岩国駅から車で50分ほどのところにある旭酒造さんへ。お酒好きなら誰もが知る『獺祭』がどのようにつくられているのか見せていただきました。
一般向けの酒蔵見学にも関わらず「こんなところまで!?」という情報も公開されており、ただただ驚くばかり。機械を取り入れながらも、人の手で丁寧に、愛情を込めてつくられていました。
『獺祭』へのこだわりと想いをたっぷりとうかがってきました。
『獺祭』の由来は、カワウソの祭り

日本酒好き、お酒好きなら誰もが一度は飲んだことのある『獺祭』。
創業80年弱と、日本酒の蔵としては比較的新しいものの、飛行機のファーストクラスで提供されたり、2023年にはニューヨークで酒蔵をオープンしたりと、日本を代表する銘柄として知られています。年間売り上げは195億円を誇ります。(旭酒造『蔵元日記』より)
実はそんな旭酒造さんがあるのは岩国市の獺越という山間の地域です。地名の「かわうそ」の漢字をとって獺祭と命名しています。
獺祭の言葉の意味は、獺が捕らえた魚を岸に並べてまるで祭りをするようにみえるところから、詩や文をつくる時多くの参考資料等を広げちらす事をさします。
ー獺祭Webサイトより引用

見学時に社員のみなさんが着ていたスタッフジャンパーにも、カワウソが!
岩国駅から車で50分 新しい大きなビルが本社蔵
岩国中心部から車で50分ほど走ると、自然の中に突如見えてくるのが12階建ての大きなビル!
ここが旭酒造の本社蔵であり、2015年竣工のこの建物で『獺祭』を醸しています。

まずは、向かいにある獺祭ストアで受付をします。一人1,000円、試飲する場合は+500円です。

旭酒造さんでは毎日見学を受け付けていて、希望者には英語での案内も行っています。
※いずれも1日前までの事前予約が必要です。
いよいよ蔵の中へ!
案内してくださったのは、製麹チーム主任の村田さんです。まずは『獺祭』ができるまでの説明を聞き、見学の流れを確認します。

その後ロッカールームで全身着替えを行い、エアシャワーでほこりを落とします。
ここが一番のフォトスポットだそう。さぁ、いよいよ!気持ちが高まってきます。

使う山田錦の量は年間10,000トン以上!手作業での浸漬
全てのお酒を「最高の酒米」と呼ばれる山田錦で醸造する旭酒造さん。年間で使うお米の量は、某回転ずしチェーン店と同じくらい(10,200トン)に相当するそう。
全国で生産される山田錦の3割ほどが『獺祭』に使われています。改めてものすごい量です。

なんと言っても驚くのが手作業の多いこと。
精米時の水分量をはかり、どの程度浸漬する必要があるかを計算します。その後は10㎏ずつ機械で洗米して、浸漬。


浸漬に関しては、年間生産量1,500石ほどの八百新酒造さんやほかの蔵と同じように、手作業であることに驚きました。旭酒造さんは年間で35,000石以上を生産しているため、一日10トンもの米を扱うそうです。6~7度という冷たい水で浸漬することで米の割れを防ぎます。
その隣の部屋では、米を蒸す作業が行われていました。


2フロア見渡す限りの麹室
続いては麹づくりを行う4階・6階を見せていただきました。
入った瞬間、広さに圧倒される酒小町メンバー。これまでいくつかの蔵見学に行きましたが、こんなに広い麹室は見たことがありません。

1フロアに24台ずつ、計48台あり、壁のパネルヒーターと台の下の床暖房で徹底した温度管理をおこなっています。(この日は土曜日だったので、これでも人数は少ないそうです。)

案内してくださった村田さんは麹チームなので、いつもこちらで作業しています。部屋は40度以上あり、サウナのようです。

ずらっと並ぶ350本の仕込みタンク

お酒を仕込むタンクのフロアも見せていただきました。全部で350本あり、使っているのは一般的な仕込み用タンクより一回り小さい3,000リットルのもの。
生産量が多いのに小さいタンクである理由は、櫂入れ(かいいれ)という混ぜる作業がしやすく、もろみの混ぜムラが減らせるうえ、タンクの温度管理がしやすいためです。
発酵の際に熱がうまれて温度が高くなってしまったらタンクの周りから水で冷やしたり、逆に温度が低い場合は底にあるヒーターで温度を上げたりして調節します。

1日2回の櫂入れを行っており、朝は7時に一度混ぜてから、お玉一杯分を分析に回します。この分析がまたすごいのです!ぜひ見ていただきたいので、それは後ほどお伝えするとしましょう。
なお、これでもタンクの数が足りなくなってきているとのこと。一体『獺祭』は、どこまで人気が高まるのでしょう……。
10台のヤブタは毎月清掃
続いては搾りの工程へ。「ヤブタ」と呼ばれる自動圧搾機は第2蔵も併せて10台!ヤブタが10台もある蔵も、初めて見ました。

1つのタンクごとに、一晩8時間ほどかけてじっくり搾ります。時間をかけて搾ることで、お酒にストレスを与えず、味わいが変わらないようにするのだそうです。夜の間に搾ったものを朝9時半にテイスティングに回します。
そして、ヤブタは月に1度清掃。2015年に完成した蔵なので10年は経っているはずなのですが、それでも、どこもかしこもピカピカで新しく感じるほどです。きれいに保つこともおいしさのポイントなのですね。
瓶詰にも最新のテクノロジーを活用!人の目と合わせてWチェック
3階では、絞ったお酒を瓶詰めする作業が行われていました。充填後、異物や異常がないか機械と人の目で2度チェック。

この左側の黒い機械を通すことで、異物が入っていないかがわかるのです。奥にはさらにチェックする人が控えています。同じフロアにはスパークリングと甘酒の充填設備もありました。

充填後は段ボールに詰めて出荷。段ボールを組み立てる機械もありました。機械のほうが早い作業は積極的に取り入れるのも特長なのですね。
貴重なデータ満載の研究室へ!1年でほかの蔵の100年分のデータが集まるのが旭酒造の強み
本社蔵の最後に案内していただいたのは、まるでラボのような空間。
私たち、酒蔵見学にきたはずでは……?と思いながら話を聞くと、壁一面に貼られているのは、なんと先ほど見せてもらった仕込みタンク1本ずつの詳細なデータだったのです。

すくったお玉一杯分を分析に回し、毎日壁に貼ってある表に記入。
同じ精米歩合のグラフと並べて、一目で比較できるようになっているのです。
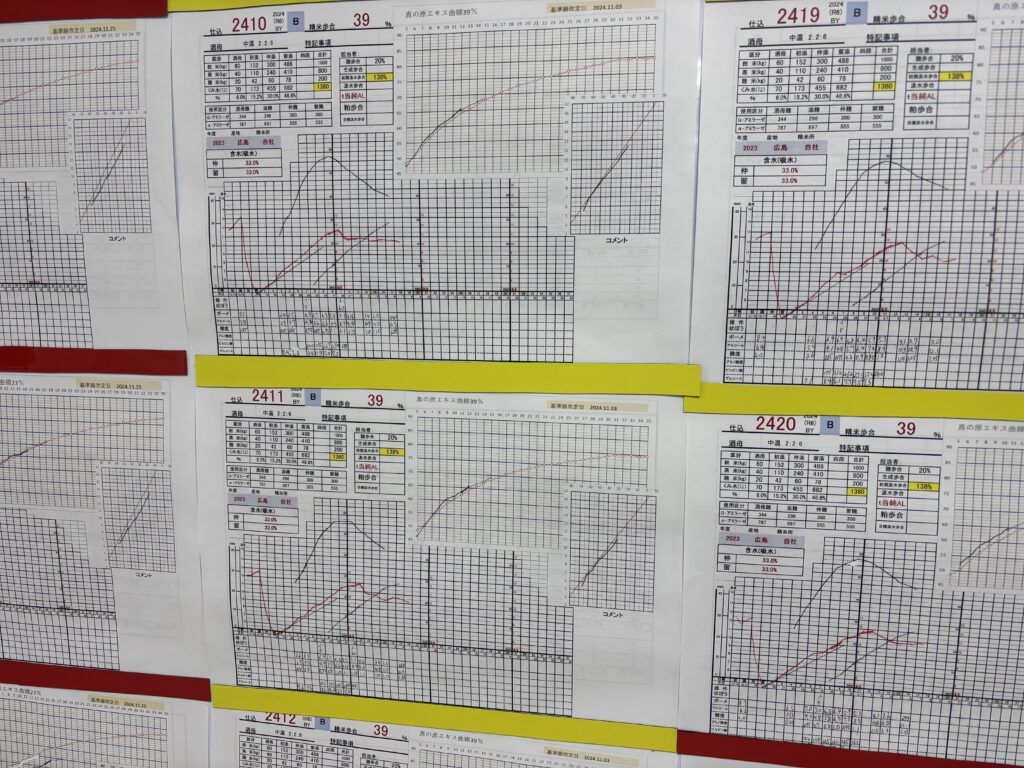
獺祭では300本のタンクが1年でだいたい1回転します。年間でほかの蔵の100年分相当のデータが集まる計算です。チーム制で酒づくりにあたっているため、失敗も成功も共有できるという強みがあります。
なお、ここも普段から見学者に公開している場所で「こんな貴重なデータ、本当に写真を撮ってもいいのですか?」と思わず聞いてしまいました。

デスクには朝、搾り終えたばかりのお酒を置いておき、社員全員がテイスティングできるようにしてあります。
社長も毎日欠かさずテイスティングしているそうです。
見学後は獺祭ストアで『獺祭』の飲み比べ
見学の最後には、はじめに集合した獺祭ストアに戻り、飲み比べを体験。

左から、獺祭スパークリング、獺祭 純米大吟醸、獺祭 磨き三割九分、獺祭 磨き二割三分。
どれも綺麗で華やかでおいしいのですが、個人的には三割九分が好みでした。こうして飲み比べると、しっかりとそれぞれの違いが味わえます。

また、仕込み水も飲めます。
ハンドルキーパーの方は仕込み水や、売店で売っている獺祭の酒粕を使ったアイスクリームがおすすめです。ノンアルコールで優しい甘みがあり、もっちりしていてとてもおいしかったです。
売店にはここでしか買えないお土産品やお酒がたくさんあり、現在はNYで醸している獺祭BLUEも購入が可能です。迷ったら、店員さんに相談すればお酒を一緒に選んでくれます。
私はカワウソのプリントTシャツを購入しました!

本来はここまでが通常の見学コースなのですが、今回は特別に営業の瀬戸さんの案内で、本社蔵以外の施設も見せていただきました!
山田錦だけの珍しい米蔵

本社蔵から車で10分ほどのところにある米蔵。入った瞬間、お米の匂いがします。

『獺祭』は全量山田錦でつくられるため、この蔵には山田錦しかありません。西日本に限らず広く全国で生産されたお米を使っています。


産地によって米袋のパッケージが違うのが面白いです。徳島、栃木、熊本など、さまざまな産地の米が並んでいました。
話は逸れますが……
旭酒造では2019年から毎年、全国の契約農家さんが山田錦の品質を競うコンテストを開催しています。品質や農家の方の意欲向上が目的で、1位のコメは市場価格の25倍ほどで買い取っているのだそうです。
これも旭酒造さんならではの取り組みですね。『獺祭』は全て純米大吟醸のため、50%以下まで磨く必要があります。奥に並ぶグレーの機械はすべて精米機で、24時間フル稼働です。

45%まで磨くのに丸2日間、23%まで磨くのに倍の4日間かかります。以下の写真はちょうど2日間かけて44%まで磨いたところ。
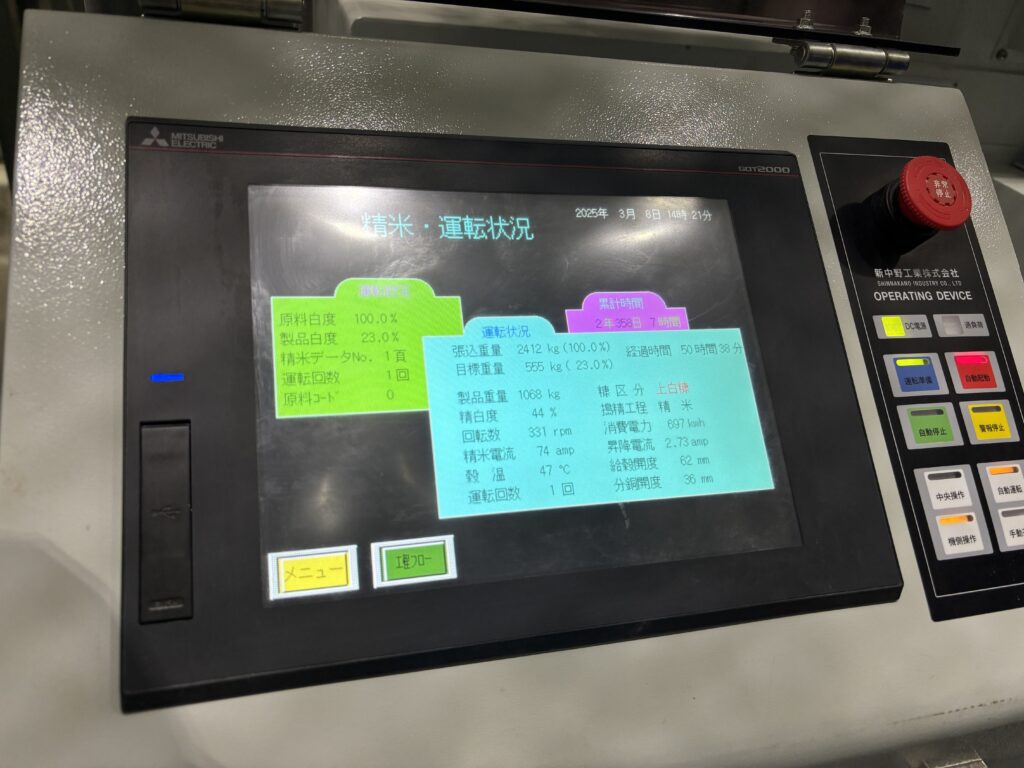

こんなに小さくなっていました!しかし、二割三分はここからさらに磨いていきます。改めて、時間をかけて丁寧に磨いているのがわかります。

精米機の中にあるのがこちらのタイヤのようなもの。二酸化ケイ素と石を練り合わせた強い素材だそうです。
米を磨く工程をこんなに丁寧に見せていただいたのは初めてのことでした。
商品出荷センターと氷温倉庫

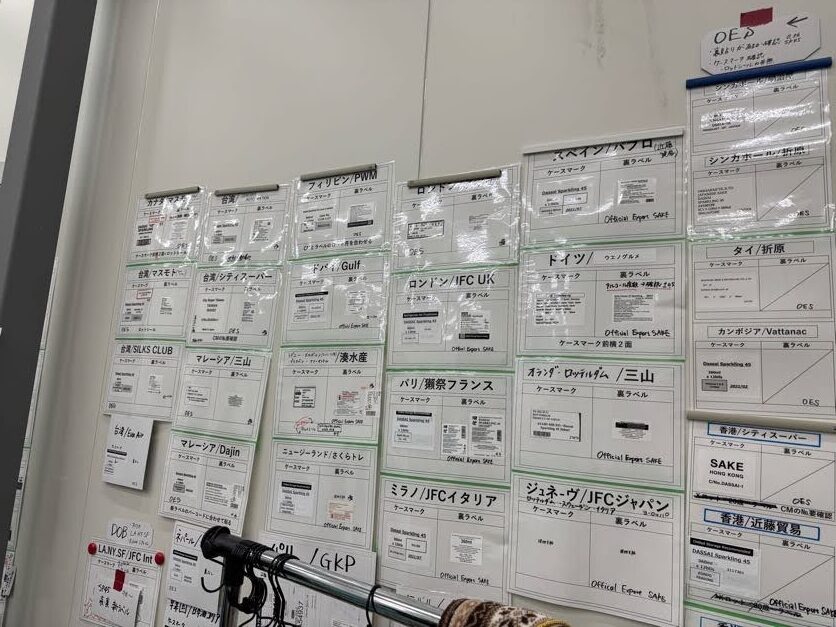
瓶詰めした商品を出荷するセンターも見せていただきました。
ヨーロッパやアジア各国に発送するのに必要なラベルは、言語もサイズも違うため、壁に貼って間違えないように管理しています。

『獺祭 磨き二割三分』のボトルの紫の紙とリボンは、機械と同時進行で手作業でもかけられていきます。
慣れているかたの作業だと、機械よりも正確で綺麗、それなのに早いことに驚きました。

最後にお邪魔したのが-10℃程度に保たれている氷温倉庫。氷温だと味わいの変化が非常にゆっくりになるため、品質が保ちやすいのです。

旭酒造さんでは需要のピークである年末にはたくさんお酒をつくってきました。
しかしこの氷温倉庫で管理を行えるようになってからは、余裕があるときに多く生産して氷温で寝かせておけるようになったそうです。
いそがしい時期に無理してつくることもなくなり、結果として働き方改革にも繋がっているのだそうです。

感想:『獺祭』はやっぱりすごい!

ここまでの製造工程を一から見せていただいたことで、おいしさの秘訣と愛される理由を肌で感じることができました。
『獺祭』から日本酒を好きになっていろいろな銘柄を飲んでいる、という方も多いと思います。日本酒のことを知れば知るほど、詳しければ詳しい人ほど、旭酒造さんと『獺祭』のこだわりがどれほどのものなのかわかるのではないでしょうか。
いや〜、やっぱり『獺祭』はすごい!と、改めて痛感させられました。宇宙で日本酒を醸すプロジェクトなど、今後ますます目が離せません。
近くには錦帯橋や白蛇神社など観光スポットもあるので、興味のある方はぜひ観光もかねて旭酒造の酒蔵見学に足を運んでみてくださいね。
瀬戸さん、村田さん、旭酒造のみなさま、本当にありがとうございました!
過去の『獺祭』に関する記事はこちら
酒小町では、過去にもイベントで獺祭の魅力を堪能しました!そのときの様子も、ぜひ合わせて読んでみてくださいね。
山口酒蔵見学その①の記事も、ぜひご覧ください!
日本酒コミュニティ『酒小町」
20代から30代の「お酒の場と、交流が好き」な人たちが集まる日本酒コミュニティ『酒小町』。
「日本酒好きのあそび場」をコンセプトに、年齢も職業もバラバラの個性豊かなメンバーが乾杯するだけでなく、自分たちであそびを企画したり、日本酒について学んだり……誰もがホッと一息ついて自分らしくたのしめるようなサードプレイスをつくっています。
『酒小町』は、毎月1日〜10日の期間にメンバー募集をしています。募集開始時にはLINEアカウントでお知らせをしているので、ぜひ登録して続報をお待ちください!

今回訪問した酒蔵
旭酒造株式会社
※蔵見学Webから要予約
住所:〒742-0422 山口県岩国市周東町獺越2167-4
電話番号:0827-86-0120
Web:https://www.asahishuzo.ne.jp/
YouTube:https://youtube.com/@tv-dassaichannel-985?si=RfJg8ILmVUBgSCL3
Instagram:@dassaisake
X:@DassaiSake
note:https://note.com/dassai
酒小町制作メンバー
執筆:石川 奈津紀(X / Instagram)
編集:福島未貴(X / note)
企画:石川 奈津紀(X / Instagram)、渡邉 真菜(X / Instagram)









